



فهم كيف مكونات آلة التغليف تتفاعل بشكل أساسي لتشغيل خطوط إنتاج فعّالة وموثوقة. كل عنصر داخل التغليف النظام — من آلية التغذية إلى وحدة الإغلاق — مصمَّم لأداء دورٍ دقيق، وتعتمد جودة المخرجات الكلية اعتمادًا تامًّا على مدى تناسق هذه الأدوار مع بعضها البعض. وعندما يخرج أي مكوِّن واحد عن التزامنه، فإن دورة الإنتاج بأكملها تتعرّض للخطر، مما يؤدي إلى الهدر ووقت التوقف غير المخطط له وتقديم المنتج بشكل غير متسق.
التشغيل التعاوني لـ مكونات آلة التغليف ليست عرضيةً—بل هي نتيجة هندسة ميكانيكية وإلكترونية متعمَّدة. وفي البيئات الصناعية الحديثة، تتم مزامنة هذه المكونات عبر أنظمة التحكم وآليات التوقيت والدوائر التغذوية الراجعة التي تسمح لكل وحدة بالاستجابة لأداء الوحدات المجاورة لها في الوقت الفعلي. ويُفصِّل هذا المقال كيفية مساهمة كل فئة رئيسية من مكونات آلة التغليف في النظام وكيف تؤدي معًا إلى تحقيق اتساقٍ في الإنتاج.
الهندسة المعمارية الأساسية لنظام التعبئة والتغليف
الإطار الهيكلي ونظام الدفع
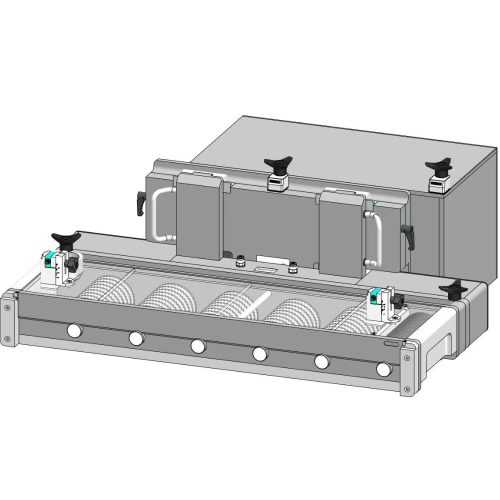
يتكوَّن القاعدة الأساسية لأي ماكينة تعبئة من إطاراتها الهيكلية، والتي توفر الأساس المادي الذي تُركَّب عليه وتُحاذا إليه جميع المكونات الأخرى مكونات آلة التغليف ويجب أن يكون هذا الإطار صلبًا بما يكفي لامتصاص الاهتزازات والإجهادات الميكانيكية دون أن يسمح بحدوث سوء محاذاة بين الأجزاء المتحركة. فالانزياحات الطفيفة جدًّا في الإطار قد تؤدي إلى فقدان الدقة الموضعية للمكونات اللاحقة، مما يتسبب في أخطاء التغذية أو عيوب الختم.
نظام الدفع، الذي يُشغِّل الأجزاء المتحركة في الآلة، مدمجٌ بإحكام مع التجميع الهيكلي. وتستخدم معظم الآلات الحديثة محركات سيرفو أو محركات خطوية تسمح بالتحكم الدقيق في السرعة والعزم والموضع. وتتواصل هذه المحركات مع وحدة تحكم مركزية، مما يمكن جميع المكونات مكونات آلة التغليف من العمل وفق ملفات حركة منسَّقة بدلًا من دورات مستقلة أو عشوائية. وهذه المزامنة هي ما يمكِّن الإنتاج عالي السرعة دون حدوث تعارض ميكانيكي.
وتُحوِّل عناصر نقل القوة — مثل الكامات والتروس والأحزمة والسلاسل — خرج المحرك إلى الحركات المحددة المطلوبة في كل محطة. ويؤثر تصميم هذه العناصر الانتقائية تأثيرًا مباشرًا على سلاسة عملية التعبئة بأكملها. فالمكونات البالية أو غير المُعايرة بدقة تُحدث أخطاءً في التوقيت تنتشر عبر النظام كله، مما يؤثر على كل وظيفة لاحقة.
معمارية التحكم والأتمتة
وتُشكِّل وحدات التحكم المنطقية القابلة للبرمجة (PLCs) وواجهات التفاعل بين الإنسان والآلة (HMIs) الجهاز العصبي المركزي للآلات الحديثة مكونات آلة التغليف يُنفِّذ وحدة التحكم القابلة للبرمجة (PLC) المنطق التشغيلي— أي تقرِّر متى يتم تفعيل كل مكوِّن، ومدة تشغيله، والظروف التي يجب أن يتوقف أو يُعلَّق عندها. وبغياب هذه الطبقة التنسيقية، لن يكون لدى المكوِّنات الفردية أدنى وعيٍ بحالات بعضها البعض.
تتم تضمين أجهزة الاستشعار في جميع أنحاء الجهاز لتوفير بيانات فورية للوحدة التحكم القابلة للبرمجة (PLC). وتكتشف أجهزة استشعار القرب وجود المنتج أو الأدوات، وتؤكِّد أجهزة الاستشعار الضوئية علامات التسجيل أو موضع الفيلم، بينما تراقب أجهزة استشعار الحرارة أداء عناصر الإغلاق. ويضمن هذا الشبكة الاستشعارية أن مكونات آلة التغليف تستجيب ديناميكيًّا للظروف الفعلية بدلًا من العمل فقط وفق مؤقِّتات جامدة لا تستند إلى أي مدخلات.
تدمج الأنظمة الحديثة بشكل متزايد بروتوكولات الاتصال الصناعي التي تسمح لـ مكونات آلة التغليف بتبادل البيانات مع بعضها مباشرةً، وكذلك مع المعدات الواقعة قبلها وبعدها على خط الإنتاج. ويُمكِّن هذا التكامل الرقمي من الاستجابات التنبؤية— كإبطاء محطة التشكيل مثلًا إذا أبلغت محطة التعبئة عن اكتمال دورة الجرعات بشكل غير كامل.
مكونات مناولة المواد والتغذية
أنظمة فك لفائف الفيلم أو المادة
للآلات التي تُعالِج المواد الملفوفة على بكرات—مثل تغليف بالفقاعات خطوط التعبئة أو آلات التغليف المستمرة—تُشكّل وحدة فك اللفائف نقطة البداية لكل الحركة المنسَّقة. وتضمن وحدة فك لفافة الفيلم توتُّرًا ثابتًا أثناء سحب المادة إلى داخل الآلة. فالتوتر المنخفض جدًّا يؤدي إلى فرط ترخّي الفيلم وانحراف في التسجيل؛ أما التوتر المرتفع جدًّا فيُجهد المادة وقد يتسبب في تمزُّقها أو تشوهٍ ناتج عن الشد عند محطة التشكيل.
ترتبط أنظمة التحكم في التوتر داخل وحدة فك اللفائف مباشرةً بإشارة التوقيت الرئيسية للآلة. وعندما تتسارع الآلة أو تتباطأ، يُكيّف نظام التحكم في التوتر قوة الكبح المطبَّقة على البكرة أو المقاومة المحركية تناسبيًّا. وهذه الربط الفعلي في الزمن الحقيقي بين وحدة فك اللفائف وبقية مكونات آلة التغليف الآلة هو ما يحافظ على استقرار تغذية المادة عبر مختلف سرعات الإنتاج.
تتيح أجهزة استشعار كشف الوصلات والمخازن التراكمية التشغيل المستمر حتى عند الحاجة إلى تغيير لفافة المادة. وقد صُمّمت هذه الأنظمة للحفاظ على حالة التزامن بين جميع المكونات اللاحقة. مكونات آلة التغليف أثناء ما كان من شأنه أن يكون توقفًا إنتاجيًّا، مما يحافظ على كفاءة الخط ويقلل من هدر المواد.
آليات تغذية المنتج وتوجيهه
وتتولى مكونات تغذية المنتج مسؤولية إدخال العناصر الفردية في دورة التعبئة في الوقت المناسب والموضع الصحيح والتوجيه الصحيح. وتؤدي وحدات التغذية الاهتزازية، وروبوتات التقاط-ووضع، والناقلات المتدرجة، وأنظمة التحديد الدورانية كلٌّ منها هذه المهمة حسب شكل المنتج وهشاشته ومتطلبات سرعة الإنتاج. ويتحدد اختيار هذه المكونات وتكوينها مكونات آلة التغليف استنادًا إلى المتطلبات الخاصة بالمنتج المراد تعبئته.
يجب أن يكون توقيت إدخال المنتج مُزامَنًا بدقة مع تشكيل التجويف أو تحديد موضع الصينية الموجودة في الأسفل. فإذا وصل المنتج حتى لو بفترة قصيرة جدًّا قبل أو بعد دورة أداة التشكيل، فإنه إما أن يُمسك أثناء عملية التشكيل أو يفوّت الجيب تمامًا، مما يؤدي إلى تلف المنتج ورفض العبوة. وتُعَدُّ عملية التكامل بين مكوّنات التغذية ومكوّنات التشكيل واحدةً من أهم نقاط التنسيق في أي نظام تعبئة وتغليف.
وتضمن أنظمة التوجيه—مثل الروبوتات المُرشَدة بالرؤية أو المسارات الميكانيكية لفرز المنتجات—دخولَ المنتجات إلى تجاويف التعبئة بالاتجاه البدني الصحيح. ويكتسب هذا الأمر أهميةً بالغةً في تعبئة الأدوية والأجهزة الطبية، حيث يؤثر اتجاه المنتج مباشرةً على التحقق من الامتثال. وهذه أنظمة التوجيه مكونات آلة التغليف تُبلِّغ وحدة التحكم المنطقية القابلة للبرمجة (PLC) عن حالتها، بحيث تتوقف الخطوط الإنتاجية أو ترفض الدورة عند عدم التأكُّد من الاتجاه الصحيح.
مكونات التشكيل والختم والقطع
أدوات التشكيل ودورها في النظام
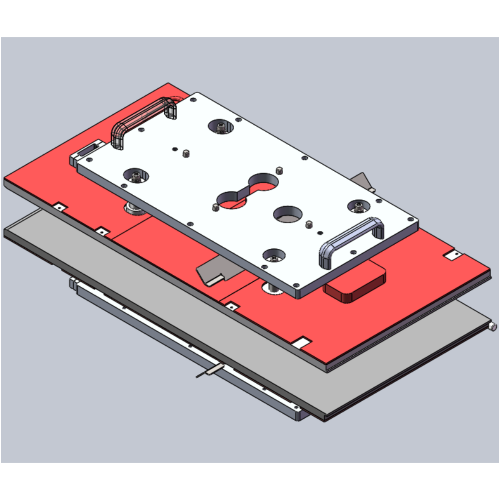
أدوات التشكيل تُعَدُّ من أكثر المكونات حساسيةً من الناحية الميكانيكية، مكونات آلة التغليف في خطوط التغليف بالفقاعات والتشكيل الحراري. فهي تُشكِّل الفيلم القاعدي إلى تجاويف ستستوعب المنتج. وتحدد دقة عملية التشكيل هذه بشكل مباشر الاتساق البُعدي للعبوة النهائية وقدرتها على تحقيق ختمٍ سليم. ويجب تصنيع أدوات التشكيل ضمن تحملات دقيقة جدًّا، لأن أي انحرافات طفيفة في عمق أو عرض التجويف تؤثِّر في أداء المحطات اللاحقة.
تعمل محطة التشكيل بالتزامن مع عناصر تسخين تُرخّي الأفلام الحرارية البلاستيكية حتى تصل إلى درجة قابلية التشوه. ويجب أن يكون التحكم في درجة الحرارة داخل محطة التشكيل مستقرًّا ومتجانسًا، لأن الفيلم الذي يُسخَّن بشكل غير متجانس سيتشكَّل بشكل غير متسق، ما يؤدي إلى تجاويف ذات سماكة جدار متغيرة. وهذه التفاوتات تؤثِّر مباشرةً في أداء محطة الختم، نظرًا لأن مادة الغطاء يجب أن تتلامس تمامًا مع سطح الحافة المحيطة بالتجويف المشكَّل.
عالية الجودة مكونات آلة التغليف تُستخدم في عمليات التشكيل—مثل أدوات تغليف العلب المصنوعة بدقة عالية—لضمان أن دورة التشكيل قابلة للتكرار وأن الأبعاد تظل مستقرة خلال إنتاج الكميات الكبيرة. وقد صُمِّمت الواجهة الميكانيكية بين أداة التشكيل ونظام الدفع الخاص بالماكينة لتقليل الانحراف تحت التحميل، مما يحافظ على الدقة الموضعية التي تعتمد عليها العمليات اللاحقة.
أنظمة الإغلاق واعتمادها المتبادل مع عملية التشكيل
وتقوم مكونات الإغلاق بدمج مادة الغطاء—والتي تكون عادةً من رقائق الألومنيوم أو الأفلام المركبة—مع حواف التجويفات المشكَّلة. وتُطبِّق محطة الإغلاق حرارةً وضغطًا مضبوطين عبر قالب إغلاق يجب أن يتطابق أبعاده بدقة مع أداة التشكيل. وهذه علاقة اعتمادية جوهرية: فإذا تحركت تجويفات التشكيل حتى لو بشكل طفيف بسبب تمدد الفيلم أو البلى الميكانيكي، فلن يعود قالب الإغلاق محاذيًا بشكل صحيح، ما يؤدي إلى إغلاقات جزئية أو فاشلة.
يتم تنظيم ضغط الإغلاق، ووقت التثبيت، ودرجة الحرارة جميعها بواسطة نظام التحكم في الجهاز، ويجب معايرتها كوحدة واحدة وليس بشكل منفصل. فنظام الإغلاق الذي يتم ضبطه دون أخذ الخصائص الحرارية للتجويفات المُشكَّلة في الاعتبار سيؤدي إلى تباين غير متسق في قوة الالتصاق. ويسمح دمج مراقبة درجة الحرارة في محطة الإغلاق لوحدة التحكم المنطقية القابلة للبرمجة (PLC) بإجراء تعديلات تدريجية استنادًا إلى التغذية الراجعة، مما يحافظ على توافق معايير الإغلاق مع الظروف الفعلية للـ مكونات آلة التغليف الجهد الأعلى.
غالبًا ما تتبع محطات التبريد وحدة الإغلاق لتثبيت العبوة المغلقة بسرعة قبل أن تدخل منطقة القطع. وبغياب التبريد الكافي، قد يتشوَّه الإغلاق لا يزال طريًّا تحت الإجهاد الميكانيكي الناتج عن عملية القطع، مما يُضعف سلامة العبوة. وهذه الخطوة الخاصة بإدارة الحرارة تُعد مثالًا على كيفية مكونات آلة التغليف ليست مرتبطة ميكانيكيًّا فقط، بل هي أيضًا متسلسلة حراريًّا لتحقيق الوضع النهائي المطلوب.
مكونات القطع واللكم
بعد الإغلاق، يجب فصل الشريط المستمر من المادة المُشكَّلة والمغلَّفة إلى عبوات فردية. وتؤدي عمليات القص والثقب هذه الوظيفة مكونات آلة التغليف باستخدام قوالب دقيقة تتطابق مع ملامح محيط تصميم العبوة. ويجب أن تكون قوة القص وطول المسافة المقطوعة كافيتين لقطع الشريط بدقة دون سحق الحافة المغلَّفة أو تشويه حواف العبوة.
وتتلقى محطة القص إشارات موضعية من نظام تسجيل يتعقّب موقع الشريط بالنسبة للتجويفات المُشكَّلة. وهذا يضمن أن تتم عمليات القص دائمًا في الموقع الصحيح، بغض النظر عن أي انحراف طفيف قد يحدث في الفيلم أثناء مروره في المراحل السابقة من العملية. ويمثِّل نظام التسجيل عنصر ربطٍ أساسي بين مراحل التشكيل والإغلاق والقص مكونات آلة التغليف ، مما يضمن الحفاظ على الدقة الموضعية طوال دورة الإنتاج.
يمكن أن يؤدي تآكل الأدوات في محطة القطع إلى ظهور حواف حادة (بروزات) أو قطع غير مكتملة، مما يؤثر على مظهر العبوة ومعالجتها لاحقًا في المراحل اللاحقة. وتتيح أنظمة المراقبة التي تتتبع قوة القطع وعدد الدورات لفرق الصيانة جدولة استبدال الأدوات قبل أن يصبح التأثير على الجودة مرئيًّا. وهذه الطريقة الاستباقية في الإدارة مكونات آلة التغليف تقلل من توقفات التشغيل غير المخطط لها وتحافظ على ثبات جودة الإنتاج.
مكونات الفحص والرفض ومعالجة المخرجات
أنظمة الفحص المتكاملة للجودة
تمثل أنظمة الفحص الطبقة التحققية التي تؤكد أن جميع العمليات السابقة مكونات آلة التغليف قد تمت بشكل صحيح. وتقيّم أنظمة الرؤية الحاسوبية وأجهزة فحص الوزن وأجهزة كشف المعادن وأجهزة اختبار التسرب كلٌّ منها سمة جودة مختلفة للعبوة النهائية. وتوضع هذه الأنظمة بعد المحطات الحرجة في العملية لكي يمكن اكتشاف العيوب ورفضها قبل أن تتقدم أكثر في خط الإنتاج.
تُرسل البيانات التي تولّفها أنظمة الفحص عائدًا إلى وحدة التحكم المنطقية القابلة للبرمجة (PLC)، والتي تستخدمها لتقييم الاتجاهات بدلًا من مجرد فحص حالات الفشل الفردية. فإذا بدأت نظام الرؤية الآلية بالإبلاغ عن تحوّل تدريجي في موقع الختم، فيمكن لوحدة التحكم المنطقية القابلة للبرمجة أن تُحدّد هذه الحالة باعتبارها انحرافًا في عملية التشكيل أو الإغلاق، مكونات آلة التغليف مما يحفّز اتخاذ إجراءات تصحيحية قبل أن ترتفع معدلات العيوب. وتُعد هذه الحلقة التغذوية بين نظام الفحص والتحكم في العملية سمةً مميزةً لأنظمة التعبئة المُهندَسة جيدًا.
وفي القطاعات الخاضعة للتنظيم مثل قطاع الأدوية، يجب أن تكتفي أنظمة الفحص بكشف العيوب فحسب، بل ويجب أيضًا أن تُولّد سجلاتٍ يمكن التحقق منها لأغراض الامتثال. ويضمن التكامل بين نظام الفحص مكونات آلة التغليف وبرمجيات إدارة البيانات إمكانية تتبع كل عبوةٍ إلى ظروف التشغيل المحددة للآلة التي أُنتجت فيها، مما يدعم عمليات التدقيق التنظيمي وإدارة استرجاع المنتجات.
آليات رفض العبوات والناقلات الخارجة
تعمل آليات الرفض استجابةً مباشرةً لإشارات أنظمة الفحص، حيث تقوم بإبعاد العبوات غير المطابقة عن تيار المنتجات الجيدة دون إيقاف خط الإنتاج. وتشمل آليات الرفض الشائعة: مُنفِّثات الهواء المضغوط، وأذرع الدفع، والبوابات المُوجِّهة. مكونات آلة التغليف وكلٌّ منها مناسب لأنواع مختلفة من أحجام العبوات وسرعاتها. ويجب ضبط توقيت استجابة آلية الرفض بدقة لتفعيلها على العبوة الصحيحة دون التأثير على الوحدات المجاورة.
وتستقبل حزام النقل الخارجي العبوات المقبولة وتنقلها إلى العمليات اللاحقة مثل التغليف في علب كرتونية، أو وضع الملصقات، أو الفحص اليدوي. ويجب مزامنة سرعة وتباعد حزام النقل الخارجي مع محطات القطع والرفض بحيث تصل العبوات إلى العمليات اللاحقة بترتيب خاضع للتحكم وبتباعد منتظم. أما عدم التوافق في سرعة الحزام مقارنةً بالمحطات الأخرى مكونات آلة التغليف فيؤدي إلى اصطدام العبوات أو انسدادها أو ظهور فراغات في سير العمل اللاحق.
تقوم أنظمة التراكم في المرحلة النهائية بتخزين تدفق العبوات بين آلة التغليف والمعدات اللاحقة، مما يمتص التغيرات المؤقتة في السرعة دون التسبب في توقف التشغيل. وتكتسب هذه الأنظمة أهميةً خاصةً في خطوط الإنتاج المتكاملة التي تضم عدة مكونات آلة التغليف ويجب أن تعمل الماكينات اللاحقة جنبًا إلى جنب دون إجبار بعضها البعض على مطابقة سرعات اصطناعية.
تنسيق عمليات الصيانة عبر مكونات آلة التغليف
الصيانة المجدولة والاعتماد المتبادل بين المكونات
لأن مكونات آلة التغليف وبما أن هذه المكونات تعمل كنظام متكامل، فإن صيانة أي مكونٍ فرديٍّ يجب أن تأخذ في الاعتبار تأثيرها على المكونات الأخرى. فعلى سبيل المثال، قد يؤدي استبدال أداة التشكيل البالية دون فحص قوالب الإغلاق للتحقق من وجود تآكل مماثل إلى ظهور عدم توافق جديد يتسبب في عيوب. ولذلك، يجب تصميم برامج صيانة أنظمة التغليف من منظور شامل يراعي النظام ككل، وليس من خلال معالجة كل مكون على حدة بشكل منعزل.
يجب تنسيق فترات تزييت المعدات، ودورات المعايرة، وجداول استبدال الأدوات بحيث تتركز أنشطة الصيانة قدر الإمكان، مما يقلل من وقت توقف الخط الكلي. مكونات آلة التغليف مع الحفاظ على جودة الإنتاج.
يعمل المشغلون وفنيو الصيانة الذين يفهمون كيفية تفاعل مكونات آلة التغليف الأنظمة مع بعضها البعض أكثر فعالية بكثير في تشخيص الأسباب الجذرية لمشكلات الجودة. وتؤدي برامج التدريب التي تشرح المنطق الشامل لأنظمة آلات التعبئة — وليس فقط وظيفة المكونات الفردية — إلى تشكيل فرق قادرة على حل المشكلات المعقدة بشكل أسرع وبتدخلات أقل تعتمد على التجربة والخطأ.
توافق الأدوات وأداء النظام
الأدوات واحدة من الفئات الأكثر حساسيةً من حيث الأداء في مكونات آلة التغليف لأنه يشكّل المنتج ويُغلقه بشكل مباشر. وأي قوالب تختلف أبعادها عن مواصفات الجهاز تؤدي إلى أخطاء تراكمية تُضعف جودة الإنتاج مع مرور الوقت. ومن الضروري اختيار القوالب المصنوعة وفقًا لتسامحات دقيقة والمعتمدة وفق المعايير الفنية للجهاز للحفاظ على الأداء الشامل للنظام.
عند تغيير القوالب لتنسيق منتج جديد، يجب أن يراعي إجراء التبديل إعادة معايرة جميع المكونات المتصلة ببعضها البعض مكونات آلة التغليف . فقد تتطلب قالب التشكيل الجديد تعديلات في عناصر التسخين، وضغط قالب الإغلاق، وانحرافات نظام التسجيل، وموقع قالب القطع. ويعتبر التعامل مع تغيير القوالب كحدث منعزل بدلًا من اعتباره عملية إعادة معايرة على مستوى النظام سببًا شائعًا لمشاكل الجودة بعد الانتهاء من عملية التبديل.
تتيح عمليات التدقيق المنتظمة للأدوات قياس أبعاد التجويف، ومسطّحية الحواف، وحالة أسطح الإغلاق لفرق التشغيل اكتشاف التآكل التدريجي قبل أن يؤثر سلبًا على جودة العبوة. ويُسهم الاحتفاظ بسجل موثَّق لأداء الأدوات عبر دورات الإنتاج في تحسين التخطيط لاستبدال الأدوات، كما يساعد في ربط اتجاهات جودة المنتج بحالة أدوات محددة. مكونات آلة التغليف .
الأسئلة الشائعة
ماذا يحدث عندما يتعطل أحد مكونات آلة التعبئة أثناء الإنتاج؟
المكونات مكونات آلة التغليف مترابطة مع بعضها البعض. وعادةً ما يكتشف نظام التحكم هذا العطل من خلال إشارات الاستشعار، فيوقف خط الإنتاج أو يعزل العطل لمنع حدوث أضرار إضافية. ويعتمد مدى شدة التأثير على المكوِّن الذي تعطل وعلى سرعة تشخيص المشكلة وإصلاحها.
كيف يتم تنسيق مكونات آلة التعبئة أثناء الإنتاج عالي السرعة؟
يتم تحقيق التزامن من خلال مزيج من منطق تحكم الحركة في وحدة التحكم المنطقية القابلة للبرمجة (PLC)، وتوقيت المحركات المؤازرة، والتغذية الراجعة الفورية من أجهزة الاستشعار. مكونات آلة التغليف تعمل كل واحدة من هذه المكونات وفقًا لملف توقيت منسق تديره وحدة التحكم المركزية. وعند السرعات الأعلى، يصبح هذا التزامن أكثر أهميةً لأن هامش التسامح مع أخطاء التوقيت يضيق بشكلٍ كبير.
كيف تؤثر جودة الأدوات على الأداء الكلي لمكونات آلات التعبئة؟
المكونات اللاحقة مكونات آلة التغليف وتؤدي دقة أدوات التشكيل الرديئة إلى عدم اتساق الأبعاد في التجاويف، ما يؤدي بدوره إلى فشل عمليات الإغلاق، وانحراف في موضع القطع، ورفض المنتجات أثناء الفحص. وباستثمار أدوات دقيقة مصنَّعة وفق مواصفات ضيقة، تنخفض الأعباء الملقاة على جميع المكونات اللاحقة وتحسَّن موثوقية النظام ككل.
ما التكرار الموصى به لفحص مكونات آلات التعبئة أو إعادة معايرتها؟
تعتمد تكرار الفحص وإعادة المعايرة على حجم الإنتاج، ودرجة الحرج في التطبيق، وقدرات الماكينة على رصد حالتها. وفي القطاعات الخاضعة للتنظيم، مكونات آلة التغليف تخضع عادةً لفحوصات مؤهلة مجدولة مسبقاً. وحتى خارج البيئات الخاضعة للتنظيم، فإن اتباع بروتوكول فحص منتظم مرتبطٍ بمعالم حجم الإنتاج—بدلًا من فترات زمنية ثابتة مبنية على التقويم—يُعَدُّ النهج الأكثر فعاليةً للحفاظ على الأداء الشامل للنظام.